|
Costruzione
Pinne o stabilizzatori (Fins)
|
Le pinne, dette anche stabilizzatori
o alette, sono indispensabili per garantire la stabilità
del modello e per mantenerlo lungo la sua traiettoria.
Le pinne sono realizzate in materiali diversi
secondo il loro uso e secondo la dimensione del modello del quale fanno
parte.
Come sempre, esistono materiali particolarmente adatti che sono quelli
usati più comunemente, ma esistono anche soluzioni non standard per
esigenze particolari.
Balsa
E' un legno sudamericano leggerissimo di colore chiaro, con fibre
lunghe e regolari ed un eccezionale rapporto tra robustezza e
leggerezza. Viene usato per pinne dei modelli piccoli, con
motori non superiori ai D, oppure E di bassa potenza. Gli spessori
usati sono 1,5 - 2 - 2,5 - 3 mm a seconda delle dimensioni del modello
e del motore impiegato. Non conviene mai usare il balsa per spessori
superiori ai 3 mm perchè questo spessore si utilizza in modelli di
grandi dimensioni quindi con motori più potenti e a quel punto il balsa
sarebbe un materiale troppo tenero.
Il balsa esiste in diverse qualità che si differenziano per la loro
durezza e il loro peso. Per la maggior parte delle lavorazioni la
qualità media, la più comune, va bene. Per modelli che devono
essere estremamente leggeri (per le gare, per es.) si può utilizzare il
balsa più leggero e tenero, che si riconosce per il suo colore molto
chiaro e perchè si può comprimere con le dita. Per lavori più robusti
si utilizza il balsa duro, di colore marrone rossiccio con venature più
serrate.
Obeche
E' un legno africano con fibre lunghe e regolari, molto compatto
e leggero. Assomiglia al balsa medio ma è lievemente più scuro, un po'
più pesante e più robusto. Si lavora molto bene, come il balsa,
e si taglia con un semplice taglierino. Può sostituire del tutto il
balsa tranne che in modelli leggerissimi. Si usa in spessori non
superiori a 2,5 mm.
 Compensato avio Compensato avio
I modelli che utilizzano motori E e superiori hanno masse e velocità
che non permettono più di utilizzare il balsa per la costruzione delle
pinne. Il compensato avio (betulla) è il materiale più usato in
questi casi. Vengono utilizzati spessori di2,5 - 3 - 5 - 6mm. E' raro
che si superino i 6mm ma in modelli di dimensioni davvero grandi
è anche possibile.
 Fibra di vetro Fibra di vetro
Nella sua versione detta "vetronite" o G10 (piastre per circuiti
stampati) la fibra di vetro è utilizzata nei modelli high power.
Le pinne in G10 sono eccezionalemnte robuste e sottili, a tutto
vantaggio dell'aerodinamica. Il principale svantaggio di questo
materiale è il suo peso e la sua difficile lavorabilità. Gli
spessori utilizzati sono 1,5 - 2,5 - 3mm
Un caso particolare sono le pinne realizzate in G10 di spessore molto
piccolo (0,25 - 0,5 mm). E' un materiale flessibile e molto robusto che
rimane leggero grazie allo scarso spessore ed ha una minima resistenza
aerodinamica. Viene impiegato per le pinne di piccoli modelli da gara.
Compositi e sandwich
Con questi materiali la fantasia permette di realizzare mille
combinazioni. I sandwich di solito sono composti da un'anima di legno
(balsa o compensato) rivestita in fibra di vetro o carbonio, oppure un
nucleo in espanso sagomato rivestito degli stessi tessuti. Le pinne in
compositi puri sono costituite da molti strati di tessuto e resina e
poi profilate. I vantaggi e gli svantaggi sono quelli comuni a questi
materiali (robustezza, leggerezza e costo).
Tabella materiali
|
Materiale
|
Vantaggi
|
Svantaggi
|
Applicazioni
|
|
Balsa
|
Leggero
Facile lavorabilità
Facile da incollare
Economico
|
Fragile
Richiede lavoro di finitura
Può incurvarsi
|
Modelli di piccole
dimensioni
|
|
Compensato avio
|
Abbastanza leggero
Facile lavorabilità
Robusto e rigido
Facile da incollare
|
Si spezza e si scheggia in
seguito ad urto violento
Difficile da sagomare
Si trova solo in lastre grandi
|
Modelli di medie
dimensioni e high power
|
|
Vetronite (G10)
|
Estremamente robusto
Sottile
Relativamente elastico
|
Pesante
Non si ripara se si spezza
|
Modelli high power
|
|
Compositi
|
Eccezionalmente robusto
Modellabile in varie forme
Leggero
|
Costoso
Lavorarazione complessa
|
Modelli di medie
dimensioni e high power
|
Tabella applicazioni
(non include i compositi a causa della grande varietà di realizzazioni
possibili)
|
Materiale
|
Spessore
|
Diametro
corpo
|
Motori
|
|
Balsa
|
1,5 - 2 mm
|
da 10,5mm a 24mm
|
1/2A, A, B
|
|
Balsa
|
2,5 mm
|
da 24mm a 41 mm
|
B,C
|
|
Balsa
|
3 mm
|
da 41 mm a 66 mm
|
D, E
|
|
Obeche
|
2 - 2,5mm
|
Da 33 mm a 66 mm (2.6")
|
C, D, E
|
|
Compensato
|
2,5 mm
|
Da 38mm (1.52") a 66 mm
(2.6")
|
D, E
|
|
Compensato
|
3 mm
|
Da 38 mm (1.52") a 75 mm
(3")
|
E, F, G
|
|
Compensato
|
5 mm
|
da 75 mm (3") a 140 mm
(5.38)
|
G, H, I, J
|
|
Compensato
|
6mm e oltre
|
Da 100 mm (3.9") in su
|
I, J, K
|
|
G10
|
0,25 - 0,5 mm
|
Da 10,5 a 18 mm
|
1/2A, A, B
|
|
G10
|
1,5 mm
|
Da 38mm (1.52") a 100mm
(3.9")
|
G, H, I
|
|
G10
|
2,5 mm
|
da 100mm (3.9") a 190 mm
(7.5")
|
H, I, J
|
|
G10
|
3 mm
|
Da 100mm (3.9") in su
|
J, K e oltre
|
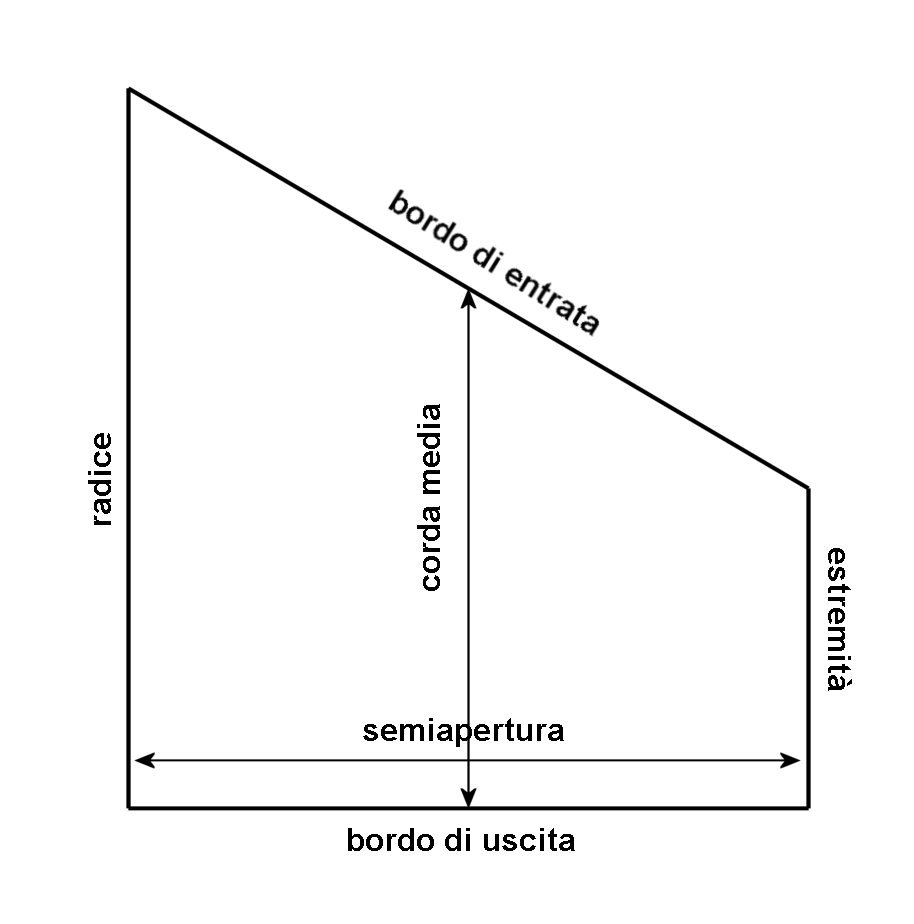
Le pinne di un modello conservano
le denominazioni delle ali di un aereo:
Di solito un modello utilizza tre
o quattro pinne. In certi casi possono essere cinque, sei, o
addirittura otto, ma si tratta più che altro di soluzioni estetiche e
non funzionali.
Dal punto di vista della stabilità, maggiore è il numero di pinne più
arretrato sarà il Centro di Pressione (CP), ma la differenza tra
quattro pinne e un numero maggiore è poco significativa e non vale
l'aumento di resistenza aerodinamica.
La forma in pianta delle pinne è
un altro elemento che influenza la resistenza aerodinamica. La forma
più comune è quella a tronco-delta (clipped delta), ma le forme
possibili sono moltissime.
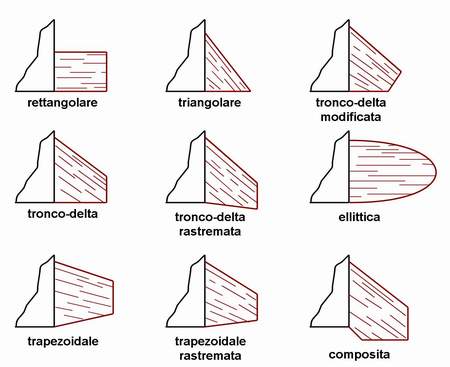
Se si mantengono delle
proprozioni normali, la forma delle pinne non ha una influenza
determinante sull'aerodinamica e a volte i risultati migliori si
ottengono con forme apparentemente meno aerodinamiche. Per esempio, a velocità subsoniche la forma rettangolare è
più efficace di altre perchè conserva le caratteristiche aerodinamiche
in modo uniforme lungo tutta la sua apertura.
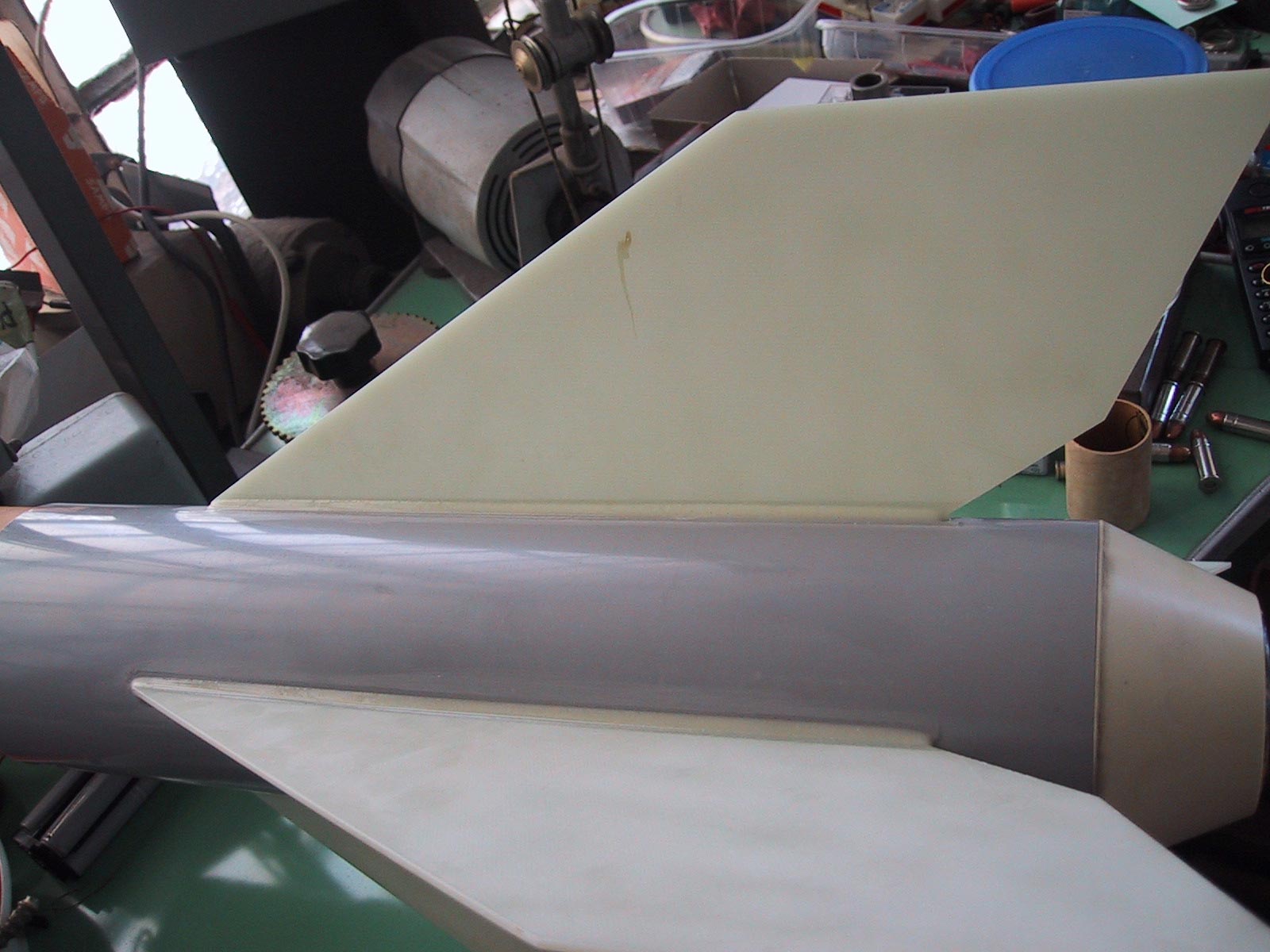
Sia che si costruisca un kit, sia
che si progetti da sé, le pinne vanno rifinite prima di essere
fissate al corpo. I bordi esterni vanno arrotondati, tranne la
parte che si fissa la corpo, e se lo spessore lo permette l'ideale è sagomare
il bordo di uscita con un profilo aerodinamico. Nel caso di
pinne in balsa o in obeche è una operazione semplice anche se richiede
una mano allenata. Nel caso di pinne in compensato è più difficile a
causa della durezza del materiale. Un utensile elettrico come una
levigatrice a vastro o a disco sono utili per ottenere un lavoro
accurato.
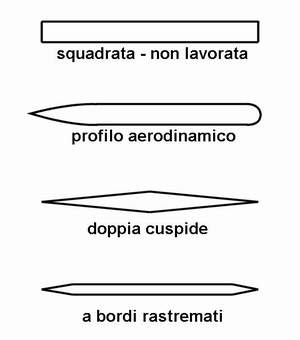
Nel caso di pinne in vetronite è
sufficiente arrotondare i bordi perchè il piccolo spessore non richiede
sagomature, che peraltro sono difficili a causa della estrema durezza
del materiale e della sua abrasività. Se la pinna è realizzata in
compositi di grosso spessore si possono sagomare i bordi con utensili
elettrici. In questo caso di solito la sagomatura è a cuspide, ad
imitazione dei missili reali.

(foto by John Coker)
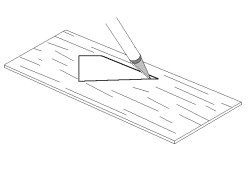 Per ricavare le pinne dal materiale grezzo il
metodo migliore è disegnare la forma di una pinna su un foglio di
cartoncino da disegno, ritagliarlo ed usarlo come dima per tracciare il
disegno sul materiale. Per ricavare le pinne dal materiale grezzo il
metodo migliore è disegnare la forma di una pinna su un foglio di
cartoncino da disegno, ritagliarlo ed usarlo come dima per tracciare il
disegno sul materiale.
Se si tratta di balsa o obeche
potete usare la dima in cartoncino anche come guida per la lama, oppure
potete tracciare il controno sul legno, e poi usare il righello
metallico come guida. Nel caso di compensato o altri materiali duri
tracciate il disegno a matita e poi seguite il tracciato col seghetto.
Nel caso del taglio di pinne in
balsa bisogna osservare alcuni accorgimenti. La venatura del legno deve
essere sempre parallela al bordo di entrata, qualunque sia la forma
della pinna. Il motivo si intuisce facilmente: questi legni leggeri
sono molto fragili e flessibili lungo la direzione delle fibre. Se la
venatura fosse parallela al corpo del modello le pinne si spezzerebbero
al primo urto, e in certi casi anche in volo.
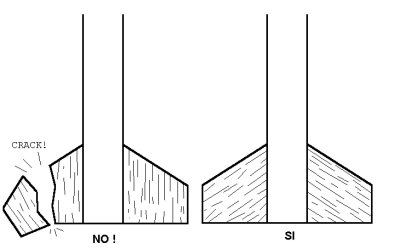
Quindi la dima in cartoncino si
deve posizionare sul foglio di balsa in modo da ottenere che le fibre
siano parallele al bordo di entrata e allo stesso tempo ottimizzando il
consumo di legno.
Per tagliare il balsa o l'obeche bisogna passare la lama tante volte
sullo stesso punto e non tentare di tagliare con un solo passaggio.
Nel caso del compensato il taglio non può essere fatto col taglierino,
a meno che non si tratti di compensato molto sottile (1,5 mm al
massimo). Per spessori di 2,5 o 3 mm l'utensile più adatto è il
seghetto da traforo od un seghetto a mano a denti sottili. Per spessori
maggiori si può usare un seghetto alternativo elettrico, un traforo
elettrico con lama robusta o, se avete la possibilità, una sega a
nastro.
La vetronite è il materiale più difficile da tagliare, a causa sia
della sua durezza sia della sua abrasività. Un seghetto a denti sottili
può essere usato con vetronite inferiore al millimetro e mezzo, ma per
spessori superiori sono necessari robusti utensili elettrici. I dischi
da taglio dei trapanini elettrici sono capaci di tagliare spessori di
1,5mm o più. Per questi trapanini esiste un accessorio tagliapiastrelle
che è molto efficace con la vetronite. La sua punta non si consuma
facilmente e comunque può essere cambiata.
Durante tutte le lavorazioni di questo materiale è caldamente
consigliabile usare una mascherina per proteggersi dalla polvere
sottile che si genera e che è estremamente dannosa alla salute.
Nei piccoli modelli che
utilizzano pinne in balsa o obeche, queste si incollano generalmente
sulla superficie del tubo usando colla alifatica. La tecnica migliore
consiste nel carteggiare bene la superficie del tubo in modo da
renderla opaca, spalmare la colla sul punto in cui va fissata la pinna,
spalmarla sulla base della pinne e lasciare asciugare senza unire. Poi
spalmare ancora un pò di colla sulla base della pinna ed unire. Vedete
anche la sezione Colle.

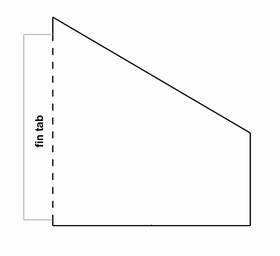
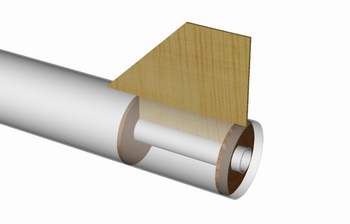
Montaggio attraverso il tubo
(Through-The-Wall/TTW) - Nei modelli più grandi, per motori da E in
su, le pinne hanno una protuberanza alla radice (detta "fin tab")
che si inserisce in appositi tagli praticati nel corpo del
modello, ed arriva a toccare il tubo porta motore, al quale
viene incollata. L'incollaggio viene fatto anche lungo gli anelli di
centraggio e nel punto in cui la pinna interseca il corpo. In questo
modo il fissaggio è molto più robusto.
In qualche caso, anche in alcuni
modelli piccoli viene utilizzata questa tecnica. Sono i casi in cui le
pinne hanno una grande apertura e corrono il rischio di rompersi o
scollarsi durante l'atterraggio.
Unica eccezione a questa regola
si ha quando il corpo ha un diametro appena adatto a contenere il
motore (minimum diameter) e quindi la pinna non può penetrare
all'interno del tubo. In questo caso la pinna ha una piccola radice che
si incastra solo nello spessore del tubo, e la giunzione viene
irrobustita con striscie di fibra di vetro che in certi casi possono
possono addirittura rivestire l'intera pinna e proseguire alla
successiva creando una struttura estremamente compatta e robusta.
Il gruppo formato dalle pinne
fissate al tubo motore si dice anche "fin can" e nei modelli di
alte prestazioni può venire rivesito con strati di tessuto di vetro o
carbonio. Il rivestimento si può praticare solo sulla giunzione tra
pinna e tubo, oppure essere uno unico che va da una estremità di una
pinna all'estremità della pinna opposta (tip-to-tip).

 Un ulteriore irrobustimento si può realizzare colando
della schiuma bicomponenete nello spazio compreso tra tubo motore e
corpo del modello. Un ulteriore irrobustimento si può realizzare colando
della schiuma bicomponenete nello spazio compreso tra tubo motore e
corpo del modello.
La schiuma bicomponente reagisce molto velocemente e si espande di
volume riempiendo ogni spazio e bloccando le pinne al loro posto.
L'eccesso di resina che fuoriesce da dietro si taglia con un semplice
taglierino. E' necessario usare solo la schiuma bicomponenete, e non le
schiume in bombola. Queste ultime infatti non garantiscono un
indurimento completo e una stabilità nel tempo.
Tracciare la posizione delle
pinne
Per tracciare sul corpo la posizione di ogni pinna si possono usare
diversi sistemi.
Il più comune è il metodo della striscia di carta. Supponiamo
di avere una fusoliera costituita da un tubo da 66mm di
diametro esterno (BT-80 oppure BT-2.6). La sua circonferenza sarà pari a
66 x pigreco = 207,35 mm. Se vogliamo montare tre pinne dobbiamo
dividere questa circonferenza per tre: 207,35 / 3 = 69,1 mm.
Prendiamo una striscia di carta alta un paio di centimetri e tracciamo
su di essa tre segni verticali a distanza di 69,1 mm l'uno
dall'altra. Avvolgiamo strettamente questa striscia sul corpo
del modello, vicino all'estremità dove andranno incollate le pinne e
fissiamola con un pezzetto di nastro. Ora tracciamo dei segni a matita
sul tubo in corrispondenza dei segni sulla striscia di carta.
Quando togliamo la striscia di carta avremo la posizione delle tre
pinne tracciata sul tubo. Ora si prende un angolare di metallo
e si appoggia sul tubo in corrispondenza di questi segni, e si usa il
bordo dell'angolare per tracciare delle righe guida sul tubo che
serviranno per allineare le pinne.
Un altro sistema consiste nel
tracciare la circonferenza del tubo su un foglio da disegno (usate un
compasso, non seguite la circonferenza del tubo con la matita
altrimenti sarà più grande), e ricavare la posizione delle pinne in
modo geometrico, aiutandosi col compasso. Poi si appoggia il tubo sulla
circonferenza tracciata e si riportano sul tubo i punti dove montare le
pinne. La traccia di allineamento sul tubo si fa col sistema
dell'angolare descritto sopra.
Taglio degli incastri nei tubi
Se le pinne devono passare attraverso il tubo (modelli di grandi
dimensioni) bisogna praticare dei tagli su di esso. Nei kit questi
tagli sono già fatti, mentre se volete realizzare da voi un modello
dovrete provvedere da soli.
 I tagli nei tubi di cartone si
fanno col taglierino. Tracciate la posizione del taglio sul tubo con
uno dei sistemi descritti sopra. Dovrete disegnare il perimetro del
taglio sul tubo compreso il suo spessore. Aiutandovi col solito
angolare di metallo fissato al tubo con masking tape potete passare la
lama sulle tracce finchè il tubo non è tagliato. I tagli nei tubi di cartone si
fanno col taglierino. Tracciate la posizione del taglio sul tubo con
uno dei sistemi descritti sopra. Dovrete disegnare il perimetro del
taglio sul tubo compreso il suo spessore. Aiutandovi col solito
angolare di metallo fissato al tubo con masking tape potete passare la
lama sulle tracce finchè il tubo non è tagliato.
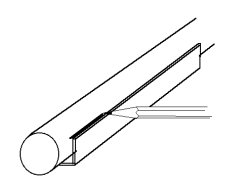
Un altro sistema è di incollare
sul tubo un listello di legno delle stesse dimensioni del taglio,
esattamente sulla traccia del taglio stesso. La colla cianoacrilica è
la più adatta in questo caso. Il listello vi farà da guida per la lama.
Tagliate tutto intorno, e il listello resterà incollato alla piccola
porzione di tubo che viene asportata per liberare il taglio.
I tubi fenolici vanno tagliati
con strumenti più robusti. Il metodo più alla portata di tutti è
utilizzare un trapanino elettrico (Dremel) col disco da taglio. Ci
vuole una mano ferma ma il taglio viene bene soprattutto se il disco è
di diametro abbastanza grande. Un accorgimento ulteriore è formare un
"sandwich" di dischi da taglio chiudendone tre o quattro di minore
diametro tra due di diametro maggiore. In questo modo si possono
incidere contemporaneamente i due lati del taglio. Usate sempre
occhiali protettivi perchè questi dischi possono spezzarsi o proiettare
materiale ad alta velocità. Al termine occorrerà rifinire con carta
vetro.
Chi dispone di una sega circolare
può utilizzarla per i tagli nei tubi fenolici o in fibra di vetro, e
per gli stessi materiali si possono utilizzare frese, sia da banco che
come accessorio dei trapanini elettrici.
Esistono mille metodi per realizzare tagli in questo modo, e mille
progetti per strutture che reggono il tubo durante il taglio. Tra tutti
suggeriamo i metodi descritti da John Cocker nella sua pagina sul taglio dei
tubi. Anche se non sapete leggere l'inglese le immagini sono
sufficienti a capire il metodo.
Filetti
Per irrobustire la giunzione tra pinna e corpo si usa fare dei
"filetti" di colla nel punto in cui la pinna si unisce al corpo. Questa
operazione è necessaria su tutti i tipi di modelli, grandi e piccoli.
Lo scopo dei filetti è duplice: aumenta la superficie lavorante e
migliora le caratteristiche aerodinamiche della giunzione.

I filetti vengono realizzati con
la stessa colla che si usa per la costruzione di tutto il modello,
quindi nei piccoli modelli si userà stendere una striscia di colla
alifatica che per gravità si adatta alla giunzione e una volta indurita
formerà un filetto ben fatto. Si possono effettuare due passaggi nel
caso il primo fosse insufficiente. Tenete conto che questa colla si
ritira notevolemente durante l'essiccazione. Filetti fatti con questa
colla possono venire carteggiati prima della verniciatura.
 Nei modelli più grandi i filetti si
realizzano utilizzando epoxy pura, o più spesso caricandola con
riempitivi di varia natura (fibrette tagliate, polveri inorganiche,
talco, microsfere, etc.). L'epoxy caricata ha una consistenza più o
meno pastosa secondo la quantità di riempitivo e può essere usata come
uno stucco. Quando indurisce diventa un materiale molto facile da
carteggiare. Nei modelli più grandi i filetti si
realizzano utilizzando epoxy pura, o più spesso caricandola con
riempitivi di varia natura (fibrette tagliate, polveri inorganiche,
talco, microsfere, etc.). L'epoxy caricata ha una consistenza più o
meno pastosa secondo la quantità di riempitivo e può essere usata come
uno stucco. Quando indurisce diventa un materiale molto facile da
carteggiare.
La tecnica per la stesura di questi filetti e semplicemente di riempire
lo spigolo tra pinna e corpo con epoxy caricata, e stenderla a forma di
filetto usando prima una spatolina e poi il dito intinto in alcool
dentaurato. Vedete anche i consigli più sotto.
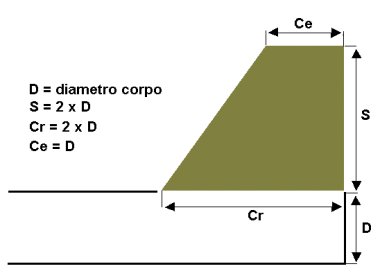
Proporzioni
E' possibile utilizzare delle proporzioni generiche se si vuole
progettare il proprio modello. Nel disegno sono indicate queste
propozioni che sono scalabili per ogni dimensione.
Incollaggio rapido
Ecco una variante del sistema di incollaggio delle pinne in modelli
tipo Estes. Prima assicuratevi che lo strato lucido esterno sia ben
carteggiato (deve essere opaco). Poi applicate un leggero strato di
epoxy da 30 minuti sulla radice della pinna eccetto gli ultimi 3 mm
alle estremità. Mantenete la pinna nella posizione desiderata e
applicate una goccia di cianoacrilica in queste due posizioni alle
estremità. L'azione capillare porterà la cianoacrilica in queste
fessure. Mantenete in posizione la pinna per pochi secondi finchè la
colla non è abbastanza solida. Ora si può proseguire con le altre
pinne. La cianoacrilica blocca le pinne in posizione mentre l'epoxy ha
il tempo di essere assorbita dal tubo e dal legno creando un fissaggio
molto robusto.
Fissaggio delle pinne in
modelli High Power
Le pinne dei modelli high power devono essere fissate in modo molto
rigido con filetti di colla lungo tutte le superfici, quindi sia tra la
pinna e il corpo all'esterno, sia all'interno tra pinna e tubo motore.
Usate un'epoxy da 15, 20 o 30 minuti per incollare l'anello di
centraggio anteriore (verso la punta del modello) al tubo motore. Non
incollate l'anello posteriore per ora.
Installate il sistema di ritenzione motore nell'anello posteriore e
lasciate indurire la colla. L'anello posteriore deve essere rimosso
dalla sua posizione una volta che il supporto motore è installato.
Spalmate l'epoxy all'interno del tubo dove andrà incollato l'anello
anteriore, aiutandovi con una bacchetta di legno. Poi inserite il tubo
motore e lasciate indurire mettendo il modello in posizione verticale.
Dopo che l'epoxy che fissa l'anello anteriore è dura potete rimuovere
l'anello posteriore. Usate un tondino di legno per creare filetti di
epoxy sul retro dell'anello anteriore e lasciate indurire.
Mettete un poco di epoxy da 5 minuti sulla radice di una pinna, sul
bordo che si incollerà al tubo motore, ed inserite la pinna nella
fessura praticata sul corpo del modello. Mantenete in posizione finchè
l'epoxy non è indurita. Ripetete l'operazione per ogni pinna. L'epoxy
rapida serve solo per tenere al suo posto la pinna, mentre
l'incollaggio vero e proprioviene fatto con epoxy da 30 minuti spalmata
sul punto di giunzione tra la pinna e il tubo motore.
Creazione filetti
Ecco un metodo per creare filetti perfetti senza dover carteggiare
eccessivamente. Posizionate il modello su un supporto che lo tenga in
orizzontale. Giratelo in modo che due pinne puntino verso l'alto con le
loro astremità allo stesso livello. Dovrà sembrare una specie di V
rovesciata. I due filetti all'interno di questa V verranno fatti
contemporaneamente.
 Mettete del masking tape ad ogni
estremità dei filetti, da dove l'epoxy può scorrere via, costruendo una
specie di diga. Mescolate abbastanza epoxy da 30 minuti per fare due
filetti di 6 mm di spessore e versatela con cura sul punto di
congiunzione tra corpo e pinna. Attendete che si livelli raggiugendo le
due estremità dove viene fermata dal masking tape. Sollevate il modello
e inclinatelo avanti e indietro per spandere la epoxy. Quando l'epoxy
si è stesa bene ruotate parzialmente il modello a destra e sinistra in
modo che l'epoxy vada 5 o 10 mm al di sopra del filetto, sia sulla
pinna che sul tubo. Poi rimettete il modello in orizzontale come era
prima. A questo punto la resina dovrebbe aver già iniziato
l'indurimento. Intingete un dito nell'alcool denaturato e passatelo sul
filetto per lisciarlo perfettamente. L'alcool vi permette di fare un
ottimo lavoro. Attendete che l'epoxy indurisca perima di fare gli altri
filetti. Quando è indurita togliete le "dighe" di nastro e carteggiate
le estremità dei filetti di epoxy in modo da raccordarli alla pinna. Mettete del masking tape ad ogni
estremità dei filetti, da dove l'epoxy può scorrere via, costruendo una
specie di diga. Mescolate abbastanza epoxy da 30 minuti per fare due
filetti di 6 mm di spessore e versatela con cura sul punto di
congiunzione tra corpo e pinna. Attendete che si livelli raggiugendo le
due estremità dove viene fermata dal masking tape. Sollevate il modello
e inclinatelo avanti e indietro per spandere la epoxy. Quando l'epoxy
si è stesa bene ruotate parzialmente il modello a destra e sinistra in
modo che l'epoxy vada 5 o 10 mm al di sopra del filetto, sia sulla
pinna che sul tubo. Poi rimettete il modello in orizzontale come era
prima. A questo punto la resina dovrebbe aver già iniziato
l'indurimento. Intingete un dito nell'alcool denaturato e passatelo sul
filetto per lisciarlo perfettamente. L'alcool vi permette di fare un
ottimo lavoro. Attendete che l'epoxy indurisca perima di fare gli altri
filetti. Quando è indurita togliete le "dighe" di nastro e carteggiate
le estremità dei filetti di epoxy in modo da raccordarli alla pinna.
Utensile per filetti
Quando si stendono i filetti con le dita l'epoxy tende ad accumularsi
sui lati, sporcando il tubo e la pinna. Un cucchiaio di plastica
risolve il problema. La punta ha un contorno arrotondato che dà la
forma al filetto, e l'eccesso di epoxy si accumula all'interno del
cucchiaio.
|